| 主传动系统 |
◎ 主轴传动采用交流伺服电机驱动,高转速,大扭距,宽恒功率区,温升低,噪音低。
◎ 主轴箱采用高刚性结构,具有热变形小,主轴精度高与使用寿命长的特点。 |
 |
台湾品牌主轴 |
|
|
|
| 先进高效可靠的ATC |
◎ 两种换刀方式可选:斗笠式刀库或机械手刀库。
◎ 刀库配置灵活,可配置机械凸轮式、链式、斗笠式刀库、配置刀套数12-24把。 |
 |
台湾品牌刀库 |
|
|
|
| 进给传动 |
◎ 三轴进给均采用交流伺服电机与精密滚珠丝杠,专用滚珠丝杠轴承支承,进行预拉伸。
◎ 本机床导轨副均采用特殊耐磨处理,提高了精度保持性。
◎ 导轨跨距和截面尺寸大,保证了整个机床的刚性和精度稳定性。
◎ 配有定时定量自动润滑系统,保证导轨和滚珠丝杠润滑充分。
◎ X.Y.Z三轴滚珠丝杠支撑与预拉端均使用日本NSK轴承,确保X,Y,Z 三轴精密度,耐重切削 |
 |
台湾上银滚珠丝杠 |
|
|
|
| 检测仪器 |
镭射检验 (激光检验)
◎ 每一台CNC机床在出厂前都必须对各轴进行镭射检验,然后进行精确的修正,使其有极高的定位精度和重复精度。
◎ 采用世界著名RENISHAW品牌镭射检验,按照严格的德国VDI 3441检验规范(来回检验5次,取其统计数据) |
|
|
|
| Bll Bar 测试(球杆仪测试) |
| ◎ 本测试也是CNC机床在出厂前必须做的测试项目,它能对CNC机床的几何精度、伺服控制插补精度、反向间隙、越冲等指标有一个综合的评估报告,进而对机床的电器参数进行修正和机械结构进行调整,如此重复若干次一直使该台CNC机床达到最佳的加工性能指标,满足用户对加工零件的加工精度要求。 |
|
|
|
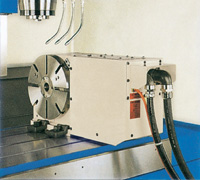
| 数控回转工作台 |
| ◎ 回转工作台是各类数控镗铣床和加工中心的重要附件。工作时利用主机的控制系统,完成与主机相协调和各种必须的分度回转运动。 |
|
|
|
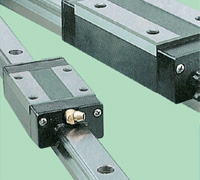
| 线性导轨 |
| ◎ 三轴进给轨道采用线性滑轨,噪音小,摩擦系数低,循圆精度最佳化;移动快速,定位精准。 |
|
|
|
| 数控系统 |
 |
日本发那科 (FANUC-Oi) |
|
 |
德国西门子 (SIEMENS) |
|
 |
日本三菱 (MITSUBISHI) |
|
|
|
| 进给传动 |
◎ 旋转及其平滑的伺服电机。
◎ 基于绕组切换的高速、高加速主电机。
◎ 实现高加速、高响应的主轴HRV控制。 |
|
|
|
| 空调 |
| ◎ 采用全密封空调电柜,抗干扰性能好,可靠性高,电器寿命长。 |
|
|
|